杭州良工阀门有限公司分享ZZDQ微压氮封阀设计方案
方案一:压力控制设计方案(LPEC)
一、基本原理
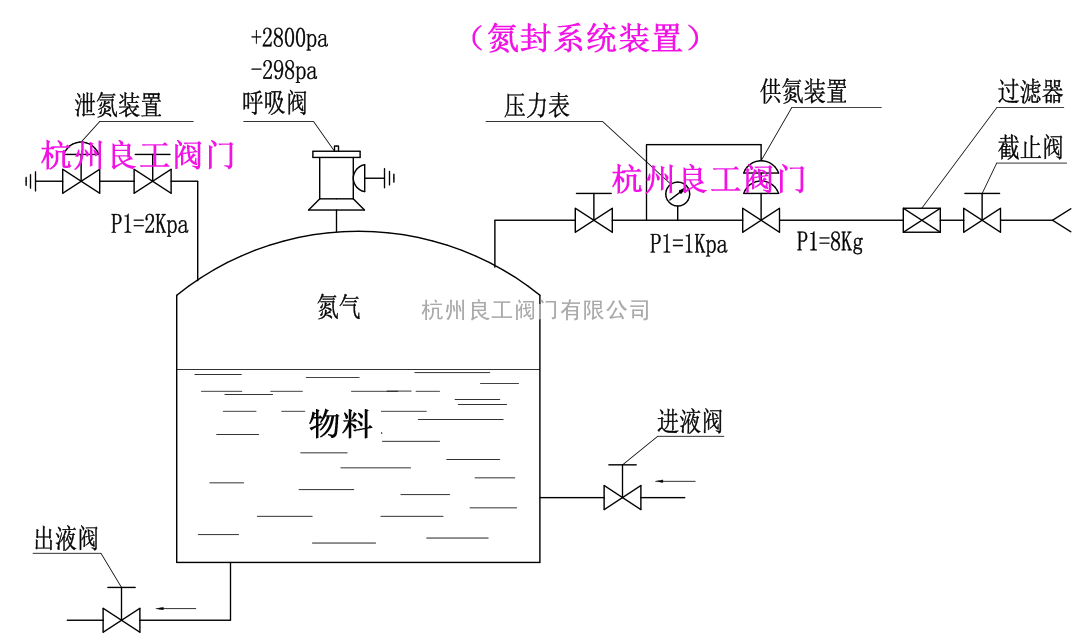
在储罐上设置微压氮封系统,维持罐内气相空间压力在1.2KPa左右,当气相空间压力高于1.4KPa时,氮封阀关闭,停止氮气供应;当气相空间压力低于0.8KPa时,氮封阀开启,开始补充氮气,保证储罐在正常运行过程中不吸进空气,防止形成爆炸性气体。
储罐氮封系统使用的氮气纯度不宜低于99.96%,氮气压力宜为0.5~0.6MPa。

二、工艺方案 以4台轻质油内浮顶储罐组成的罐组为例,
设计方案如下:
1.内浮顶储罐改造
1)封堵储罐罐壁(顶)的通气口。
2)核算罐顶呼吸阀是否满足设置氮封后的需求。呼吸阀的数量及规格按照《石油化工储运系统罐区设计规范》SH/T 3007-2007确定(见表一)。呼吸量除满足储罐的大、小呼吸外,还应考虑氮封阀不能关闭时的进气量等因素。
3)在储罐罐顶增加氮气接入口和引压口。为确保压力取值的准确性,两开口之间的距离不宜小于1m。
4)量油孔应加导向管,确保量油作业时不影响氮封压力。
5)储罐罐顶增加紧急泄压人孔接口。
2.工艺流程
1)在每台储罐上设置先导式氮封阀组和限流孔板旁路,正常情况下使用氮封阀组维持罐内气相空间压力在1.2KPa左右,当气相空间压力高于1.4KPa时,氮封阀关闭,停止氮气供应;当气相空间压力低于0.8KPa时,氮封阀开启,开始补充氮气;当氮封阀需要检修或故障时,使用限流孔板旁路给储罐内补充氮气,压力高于1.5KPa时,通过带阻火器的呼吸阀外排(短时间连续补充氮气)。
2)当氮封阀事故失灵不能及时关闭,造成罐内压力超过1.5Kpa时,通过带阻火器的呼吸阀外排;当氮封阀事故失灵不能及时开启时,造成罐内压力降低至-0.3Kpa时,通过带阻火器呼吸阀向罐内补充空气,确保罐内压力不低于储罐的设计压力低限(-0.5Kpa)。
3)为确保设置氮封储罐事故工况下的安全排放,应在储罐上设置紧急泄放阀,紧急泄放阀定压不应高于储罐的设计压力上限(2.0Kpa)。
4)当需要使用限流孔板旁路补充氮气时,流量宜等于油品出罐流量,氮气管道的管径为DN50,氮气的操作压力为0.5MPa。
5)若在相同油品储罐之间设置有气相联通管道,每台储罐出口均应设置阻火器,以防止事故扩大。
6)阻火器应选用安全性能满足要求的产品,且阻力降不应大于0.3KPa。
以上是微压氮封系统装置方案示意图。
针对有腐蚀性物料的情况下,我公司特推出衬氟氮封阀系列,以适应工况需求。
衬氟氮封阀优点
1、耐腐蚀:阀体内腔、阀芯、阀座、阀杆均包衬 2.5—3mm厚的F46,能耐酸、碱,强腐蚀。
2、密封性能好:采用聚四氟乙烯材质的波纹管和 填料双重密封,确保无渗漏。
3、泄漏量小:由于阀芯、阀座是软密封,故泄漏 量低于国家Ⅳ级标准。
4、采用精小型多弹簧执行机构,体积小,重量轻, 调节精度高 。
5、调节功能好,表现在①流量特性;②可调比R;③小开度工作性能;④流量系数;⑤调节速度
1、衬氟阀门存放时,*好放在干燥的室内,避免露天日晒和雨淋,避免堆放在热源附近,防止氟塑料老化和变形。两端氟塑料法兰密封面应有保护盖,密封面不得有划伤,堆放时应避免两端法兰密封面受压。
2、存放保管的阀门应有记录,记录内容:阀门名称、型号、规格、编号、数量、入库日期等。

杭州良工阀门有限公司(中德合作)位于风景漪丽的富春江畔,属经济开发区——高桥工业园区,占地50000余平方。建厂历史18周年。
本公司是生产自控阀门的*企业,成立于1996年,2004年改制,员工180余人,注册资金3180万元,高新技术企业。公司技术力量雄厚,机械加工设备精良,生产工艺先进,并有完善的检测设施和售后服务。并先后通过ISO9001国际质量标准体系认证、欧盟工业过程控制阀CE认证、中华人民共和国压力管道元件-调节阀A类认证、德国TUV认证。中国石油化工股份有限公司一级供应商、中国核电工程有限公司、中国核工业二三建设公司、中核集团-中国中原对外工程有限公司合格供方。公司是JB/T7387《工业过程控制系统用电动控制阀》标准修订的主要起草单位。产品质量安全可靠。 公司目前拥有加工中心、数控车床、数控磨床、数控镗床等一系列精加工设备60余台,常规(车、铣、刨、磨、钻、冲、线切割)金加工设备100余台,检测设备20余套,从材料分析、理化及X射线、磁粉、超声波探伤到调节阀的形式试验等项目进行一系列测试,钣金及焊接设备齐全,精良的加工设备,严格的检测过程,*的保障了产品质量。 主要产品有:
汽轮机专用汽封装置、氢冷调节装置等电站辅机设备。
自力式压力调节阀(压力、温度、流量、差压、氮封阀);
气、电动球阀(O型、V型、分段式)
气、电动直通阀(globe)(单座、套筒、笼式、三通、双座)
气、电动蝶阀(低负载、双偏心、三偏心)
 扫一扫,手机浏览
扫一扫,手机浏览